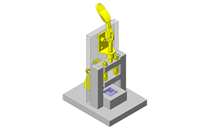
冲压加工的基础是冲裁加工。大多数的冲裁加工是制作冲压产品的轮廓形状。轮廓形状加工称为冲制外形或落料加工。
如示意图【图1】所示。从材料上冲切下来的部分就是产品。

落料用的材料要比产品稍大些。材料中比产品略大的部分称为"搭边料"。
搭边料又分为"进给搭边料"和"边缘搭边料"
搭边料宽度的最小值如下所示。
・进给搭边料=1.5t或0.7mm
・边缘搭边料=1.5×进给搭边料
圆形或直线部分较短的形状,还可比上述数值更小些。如果搭边料宽度过小,将不能正常冲裁,还会导致凸模、凹模加速磨损,产品出现毛刺。落料尺寸加上进给搭边料和边缘搭边料之后,就是进给间距和材料宽度。通常对搭边料宽度进行少量调整,以使进给间距和材料宽度成为整数等简洁的数值。
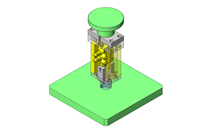
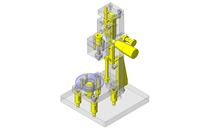
落料尺寸和模具尺寸的关系极为重要。如果出错将引起严重后果。其关系如【图2】所示。

落料加工中将落料(产品)尺寸设为凹模尺寸。而凸模尺寸以可通过间隙的仅小尺寸。冲落下的材料进入凹模中。落料后从凹模中取出产品有两种方法:冲落的产品穿过凹模后取出,或者在凹模中被推出后取出。从凹模中推出落料产品的模具部件称为顶料杆。
还须注意落料加工时产生毛刺的方向。(参阅【图2】)。很多产品都要求外形和孔的毛刺方向一致。
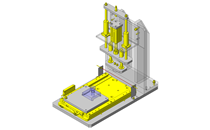
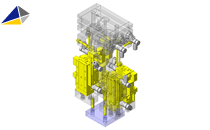
落料加工时落料形状的排列方法称为落料设计(下料设计)。【图3】即下料设计的示例。材料的利用率因不同的下料法而异。应采用优良的排列法,以充分利用材料。